欢迎来到北京汉达森机械技术有限公司!
 服务热线:18501097796
服务热线:18501097796欢迎来到北京汉达森机械技术有限公司!
服务热线:18501097796
Cassification
 更新时间:2026-04-22
更新时间:2026-04-22  浏览次数:225
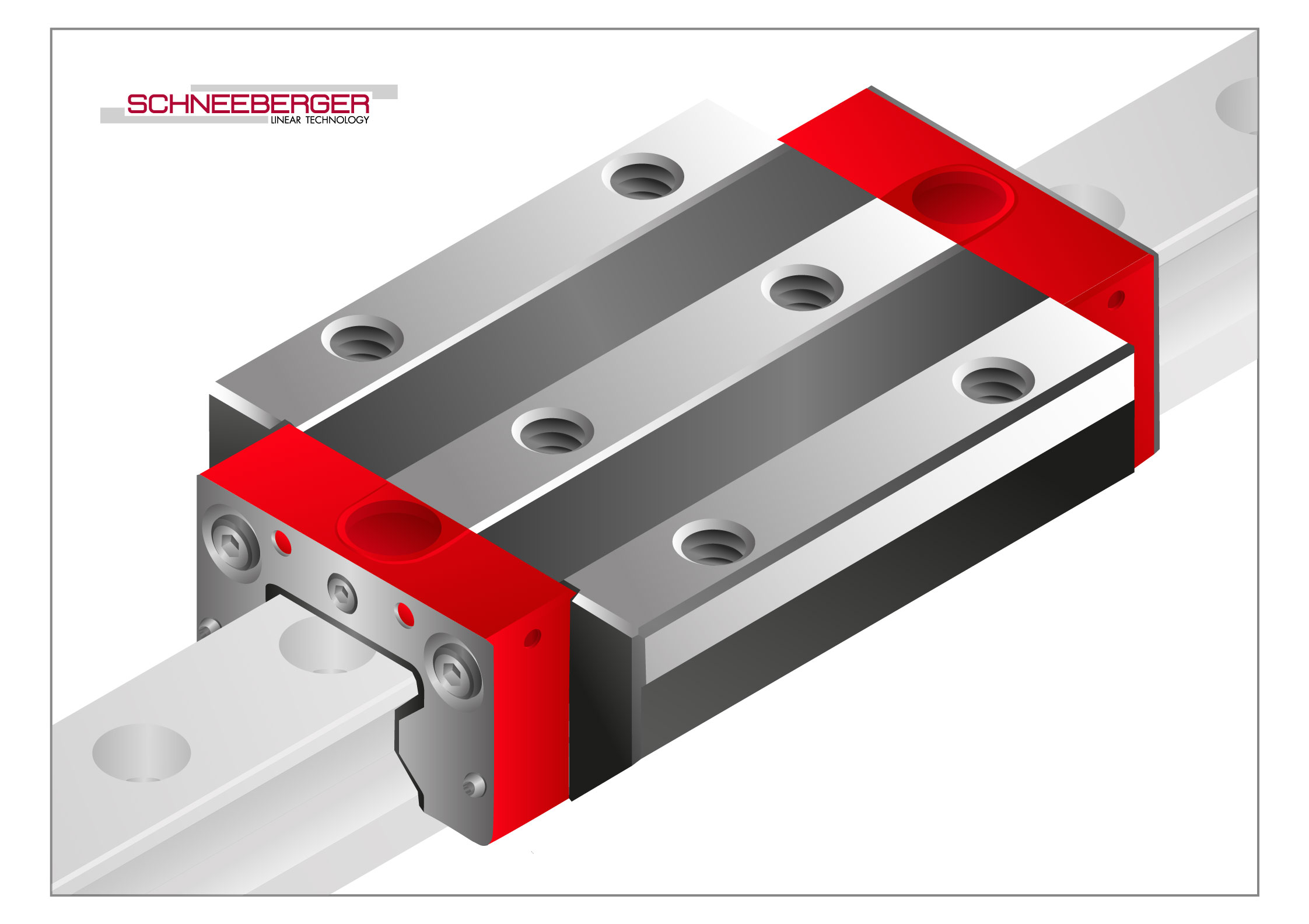
浏览次数:225在现代精密机床装备体系中,直线导轨作为实现线性运动的核心功能部件,其刚性、精度与承载能力直接决定整机加工性能、工件表面质量与设备使用寿命。瑞士 SCHNE EBERGER(施耐博格)作为全球精密直线运动技术的生产厂家,旗下 MONORAIL MR 系列四列滚柱直线导轨以刚性与重载特性成为机床领域的前列产品,其中MRW 35-A 标准宽型滑块凭借均衡的性能参数与适配性,广泛应用于数控加工中心、精密磨床、重型车床等核心装备,为精密制造提供稳定可靠的传动保障。

一、产品定位与型号解析
MRW 35-A 隶属于 SCHNEEBERGER MONORAIL MR 滚柱导轨系列,是专为重型精密机床设计的标准规格产品,型号各字符精准定义产品特性:
MR:MONORAIL 滚柱导轨系列标识,区别于 BM 滚珠系列,核心采用圆柱滚子作为滚动体,实现重载与高刚性特性;
W:Wide 标准宽型滑块,相比窄型滑块拥有更宽承载面与更大载荷承受能力,适配重型切削工况;
35:配套导轨宽度 35mm,为中重型机床常用规格,平衡刚性、安装空间与成本需求;
A:标准长度滑块,区别于 B 短型、D 加长型,适配多数机床常规行程与安装布局。
完整型号通常包含精度与预压等级(如 MRW 35-A-G0-V1),其中 G0 为标准精度、G1 为精密级、G2 为超高精密级;V1 为轻预压、V2 为中预压、V3 为重预压,可根据机床精度与刚性需求灵活选配。
二、核心结构与技术特性
(一)四列滚柱 O 型布置,全向重载承载
MRW 35-A 采用四列滚柱 O 型对称布置结构,滚柱与导轨滚道形成线接触,区别于滚珠导轨的点接触,大幅提升承载能力与刚性。该结构可同时均衡承受径向、反径向、侧向及倾覆力矩复合载荷,适应机床切削过程中多方向交变冲击载荷,确保运动稳定性。
额定动载荷 C:52.0kN,满足连续重载切削工况下的动态承载需求;
额定静载荷 C₀:93.4kN,可承受瞬时冲击载荷与静止状态下的重型装夹压力;
滚柱采用对数轮廓设计,优化接触应力分布,避免边缘应力集中,提升疲劳寿命与运行平滑性。
(二)高刚性材质与精密制造
滑块与导轨主体采用高碳轴承钢材质,经整体淬硬与精密研磨处理,表面硬度达 HRC 58-62,兼具高强度、耐磨性与尺寸稳定性。导轨滚道采用精密成型研磨工艺,表面粗糙度≤Ra 0.1μm,配合滚柱精准匹配,实现低摩擦、无爬行的平稳运动,定位精度可达亚微米级。
(三)全密封防护与长效润滑
针对机床复杂工况,MRW 35-A 采用多重密封系统:滑块两端配置端面刮屑板,上下侧面集成纵向密封与内部密封,阻隔切削液、金属碎屑与粉尘进入滑块内部,避免滚动体与滚道磨损。滑块集成标准润滑接口,可通过润滑脂嘴实现便捷补油,优化油路设计确保滚柱循环全程充分润滑,延长维护周期与使用寿命。
(四)精准预压与精度分级
提供 V1/V2/V3 三级预压可选,通过预压消除滑块与导轨间隙,提升系统刚性与运动精度,适配不同工况:
V1 轻预压:适用于高速、轻载、低阻力场景,如精密定位平台;
V2 中预压:通用型配置,平衡刚性与摩擦,适配多数数控机床;
V3 重预压:重载、强冲击工况,如重型切削、强力磨削设备。
精度等级覆盖 G0/G1/G2,其中 G2 超高精密级可满足三坐标测量机、光学加工设备等精度需求,直线度、平行度等关键指标远超行业标准。
三、关键尺寸与物理参数
作为标准规格产品,MRW 35-A 具备精准的尺寸参数,便于机床结构设计与标准化选型:
滑块总长 L:116mm
滑块宽度 B:70mm
滑块高度 J:42mm
安装孔距 L1:68mm
单块重量:1.6kg
配套 MR 35 导轨线密度:5.94kg/m
使用温度范围:-40℃至 + 80℃,适应严苛工业环境
四、精密机床领域核心应用价值
(一)提升加工精度与表面质量
高刚性与低摩擦特性有效抑制切削振动,减少加工过程中的位移偏差,确保工件尺寸精度与形位公差达标。平稳无爬行的运动特性避免工件表面出现振纹,显著提升精密磨床、镜面加工设备的工件表面光洁度,降低后续抛光工序成本。
(二)增强重载切削能力
相比滚珠导轨,MRW 35-A 的线接触结构刚性提升 18% 以上,可承受更大切削深度与进给量,适配不锈钢、钛合金、模具钢等难加工材料的重型切削,提升加工效率。四列全向承载设计抵御切削过程中的倾覆力矩,确保大悬伸加工、重型铣削工况下的稳定性。
(三)延长设备寿命与降低运维成本
优质材质与精密工艺保障产品超长使用寿命,多重密封与优化润滑设计减少内部磨损,降低导轨滑块更换频率。稳定的性能减少设备停机维护时间,提升机床综合利用率,降低全生命周期运维成本。
(四)适配多类精密机床装备
数控加工中心:主轴滑台、工作台进给、刀库传动等核心部位,保障高速、高精度、重载复合运动;
精密磨床:平面磨、外圆磨、坐标磨床导轨,实现微米级进给与镜面加工精度;
重型车床:床鞍、尾座移动导轨,承受重型切削冲击与大工件装夹载荷;
专用精密设备:齿轮加工机床、光学检测设备、半导体制造装备,满足精度与稳定性需求。
五、选型与应用要点
载荷匹配:根据机床切削力、工件重量与运动工况,核算动 / 静载荷需求,确保不超过产品额定载荷;
精度适配:普通数控机床选用 G0 精度,精密磨床、测量设备选用 G1/G2 超高精度等级;
预压选择:高速轻载选 V1,通用工况选 V2,重载强冲击选 V3,避免预压不足导致刚性不足或预压过高增加摩擦;
安装规范:保证导轨安装基面精度,滑块安装均匀紧固,配套合理润滑与防护方案,充分发挥产品性能。
P
PRODUCTSN
NEWSA
ABOUT USC
CODE

联系电话:18501097796

联系邮箱:sales23@handelsen.cn

公司地址:郑州汉达森
Copyright © 2026 北京汉达森机械技术有限公司版权所有 备案号:京ICP备12013454号-59 技术支持:智能制造网
 您的位置:
您的位置:
 在线咨询
在线咨询 1569261908
1569261908 返回顶部
返回顶部